



- Building Trust Beyond Technology – A Story of Service and Sincerity
- At CCMT 2026 – Business Is Important, but Trust Matters More
- U.S Client Places Repeat Orders for 1,000 Wire EDM Machine power feed contacts, Praising Superior Quality and Reliable Delivery
- European clients are satisfied with our customized End Milling Tools
- How to select grinders between Vertical Spindle Rotary Table Grinders VS Horizontal Spindle Rotary Table Grinders?
- How to choose the electrode material for your EDM machine? Graphite Electrodes or Copper Electrodes?
- Unlock Precision Manufacturing at CIMT 2025: Discover Cutting-Edge EDM Solutions
- Applications of Wire Cutting Machines
- What are the Advantages of wire EDM Machine with Auto wire threading?
- What are the Characteristics of Working Fluid for Wire EDM Machine?



Electrical Discharge Sawing Machines

Benefits you will get with EDS machines:
Benefit A. Saving production time (Max cutting speed: 1800mm2/min)
Benefit B. Saving tool cost (the electrode is cheaper: around 1.2USD/pcs)
Benefit C. Saving material cost (the cutting gap is smaller: 1.5-2mm)
I.The machine characteristics:
(1)The machine utilizing anodic machining principle, cutting special steel that can’t be easily cut, such as high-temperature heat-resistant alloys, high chromium, high nickel alloy, titanium alloy. It can also cut steel rail.
(2)The cutting efficiency is high, the maximum cutting speed is 1800mm2/min
(3)Use steel as the electrode, the cost is rather lower
(4)Cutting gap, ≤2mm, save precious steel
II. Specification
Model
No.
EDS350
EDS600
EDS1100
Max.
cutting diameter
φ350mm
φ600 mm
φ1100 mm
Max.
workpiece width
810mm
1000mm
1100mm
Max.
cutting travel
400mm
750mm
1200mm
Max.
cutting length
Unlimited
Unlimited
500mm
Worktable
dimensions
800x2000mm
1800x900mm
1200x2500mm
Worktable
moving travel
800mm
800mm
800mm
Max
cutting speed
1800mm2/min
1800mm2/min
1800mm2/min
Max.
worktable load
2500kg
3000kg
20000kg
Electrode
size
0.7~1.2(thickness)x25-40(W)x7420(L)
0.7~1.2(thickness)x25-40(W)x9550(L)
0.7~1.2(thickness)x25-40(W)x9550(L)
Cutting
gap
≤2mm
≤2mm
≤2mm
Electrode
Material
Steel
steel
steel
Max.
output current
500A
800A
1000A
Controller
German
Siemens
German
Siemens
German
Siemens
Feeding
motor
Japan Panasonic AC servo motor
Japan Panasonic AC servo motor
Japan Panasonic AC servo motor
III. Introdution of Electrical Discharge Sawing machine.
1、Working theory
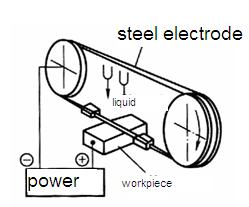
The machine utilizing anodic machining principle, cutting special steel that can’t be easily cut, such as high-temperature heat-resistant alloys, high chromium, high nickel alloy, titanium alloy. And the electrode is the mild steel, which is running fast on the pulleys.
The work piece is positioned on the worktable. And the mild steel electrode connects with the plus end of the power supply. And the work piece to the minus end of the electrical power supply. There is a flushing device which can supply sodium silicate solution (the coolant) to the cutting area. The electrical discharging happens continually between the mild steel and the work piece according to the drawing.
2、Simple description
The machine is equipped with the main machine body, working liquid system and controller.
1) The main machine body
The machine is gantry structure which is made up with the worktable parts, moving crossbeam and upright column the motorized electrode, etc.
⑴ Worktable
The worktable is used for holding and adjusting the work piece. The worktable moves from point to point or continually, derived by the motor and couple and ball screw on the V guide way of the machine body.
⑵ Device of running the belt type steel electrode.
This device has functions of running& guiding and controlling the tension of the belt type electrode steel and also the function of higher power supply feeding, and checking and protection of belt-breaking.
The belt type steel electrode is running on the driving pulley and slave drive ones which are installed on the both holders of two ends of the crossbeam.
The driving pulley is moved by the 3 phases motor and the slave drive pulley by hydraulic pressure. The belt type steel electrode is guided with two guiders in order to make sure the electrode is under good tension condition. And the belt type steel electrode tension can be adjusted by the hydraulic pressure. In case the belt type electrode breaks or the tension is weak, the alarm will appear at once and the machine will stop working too. The power supply feeds through the pulley, installed with the power feed brush, pulley axle and to the belt type steel electrode.
The steel belt electrode is held by four sets of guiders in order to make the electrode running in the same surface of the work piece cross section and make the cutting gap as small as possible. There are flushing mouths on the guiders, which offer the working liquid to the cutting area.
⑶ Upright column and device of the motorized belt type steel electrode.
The device of the motorized belt type steel electrode is moved by the A/C servo motor which drives the gear reducing mechanism with ball screw. So the belt type steel electrode can move to/away the work piece.
The upright columns are installed the linear guide ways, which hold the device of the motorized belt type steel electrode. In order to make the device move flexibly and reduce the loading of the servo motor, there are the weight balance parts connected with the device of the steel electrode by a roller chain inside of the upright columns.
The limited switches are installed on the device of the motorized electrode. And there is a traveling ruler near to the device for the operator to check the travel during working.
2、The system of working liquid
The working liquid is taken to the flushing mouths by pump. And then it flushes to the work piece by the adjustable mouths and return to the collecting tank. The liquid after filter can be used repeatedly.
The supplier will supply the way how to mix the working liquid and the installation floor plan. And the end user designs and builds the liquid tank and the collecting liquid path according to the floor plan and also the workshop area.
3、Electrical power supply and control
⑴machining electrical power supply
The machine applies the special linear transform to exchange the 3 phases A/C electrical power into the lower voltage and high current working power supply.
Main specification of the power supply:
Input:3 Phases 380V 50Hz
Output:32V~50V divided into adjustable 4 levels.
Max machining current:500A/800A/1000A subject to different models.
⑵Controller system
The machine applies the programmable PLC to control the running of all kinds of functions stable.
The power units are 3 phases asynchronous motors expect the Panasonic A/C motor that drives the device of the belt type steel electrode. All motors return circuits are installed with the protecting switches to avoid the overloading.
The system of the auto feeding steel electrode can inspect the discharging gap in real time, and it will adjust the feeding speed automatically according to the working situation in order to make the cutting under the stable and efficient condition.
EDS working Video as following link:
https://youtu.be/p0z5KOXh8Rs





- Home - About us - New products - News - FAQ - Inquiry - Contact us - Sitemap